粉末ハイスHAP40の金型部品加工事例|カットベンドパンチの安定加工と形状再現
金型部品
加工詳細
- 製品名
- 金型部品
- 材質
- HAP40
- 業界
- 自動車

加工内容・特徴
目次
1. はじめに:高硬度材HAP40の精密立体形状加工に挑む
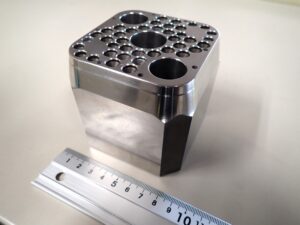
本事例は、粉末ハイスHAP40を用いたカットベンドパンチの加工事例です。対象部品は自動車向け順送プレス金型に組み込まれる金型部品であり、先端の段付きや傾斜を伴う精密な3D形状を正確に加工する必要がありました。
HAP40は、耐摩耗性と靭性のバランスに優れた金型材として広く用いられますが、硬度が高いため、加工条件や工具負荷のわずかな違いが仕上がりに影響しやすいデリケートな材料です。特に先端の小径R形状や傾斜部では、部位ごとに切削負荷や工具の当たり方が変わるため、安定した加工条件の設定が重要になります。本件では、順送プレス金型部品として求められる再現性を意識しながら、加工条件を見直し、安定加工に繋げました。
2. 製品概要
| 材質 | 粉末ハイス HAP40 |
|---|---|
| 加工方法 | マシニング(仕上げ切削) |
| 公差 | ±0.01mm |
| 最小加工R | R1(φ1.5工具) |
| 用途 | 精密金型構成部品(自動車順送プレス金型向け) |
焼入れ後も高硬度を維持するHAP40に対し、工具負荷を抑えるパス設計と各工程の役割分担により、量産段階での再現性と寸法安定を確保しました。
カットベンドパンチは、順送プレス金型内で成形品質を左右する重要部品です。形状精度だけでなく、均一な切削状態や加工の再現性も求められるため、単に削れるだけではなく、安定した品質で仕上げることが重要になります。
3. 製作における「3つの加工課題」
- 高硬度材ゆえの加工負荷: HAP40は高硬度で耐摩耗性に優れる一方、切削時の工具負荷が高く、加工条件によっては加工面の状態や寸法安定性に影響が出やすい材質です。
- 微細な3D形状への対応: 先端の傾斜や極小R部では、部位ごとに切削負荷や工具の当たり方が一定になりにくく、条件設定が不十分だと仕上がりに差が出やすくなります。
- 金型部品としての再現性: 単品加工として成立するだけでなく、順送プレス金型部品として安定した品質を持たせる必要があり、加工条件の再現性が求められました。
4. 解決策:負荷をコントロールするアプローチ
形状の崩れや工具の異常摩耗を防ぎ、素材の持つポテンシャルを引き出すため、以下の加工対策を行いました。
- 加工条件パスの最適化: 高硬度材に対して無理のない切削となるよう、加工順序と条件パスを見直しました。局所的に負荷が集中しないように工程を整理し、形状全体で安定した加工が行えるようにしています。
- 形状に応じた負荷分散: 段付きや傾斜などの立体形状では、一部に負荷が偏ると加工精度に影響が出やすくなります。そのため、形状に応じて工具の当たり方や加工の流れを微調整し、工程ごとの負荷バランスを整えました。
- 再現性を意識した加工条件の整理: 金型部品では、単に加工できることよりも、安定した品質で再現できることが重要です。そこで本件では、都度調整に頼るのではなく、再現性のある加工条件として整理し、安定加工に繋げました。
5. 今回の取り組みによる成果
- HAP40の高硬度材に対して、工具に無理をさせない安定した加工を実現。
- 段付き・傾斜・微小Rを伴う立体形状でも、図面通りの高い形状再現性を確保。
- 加工条件の最適化により、切削状態(削り面)の安定化に寄与。
- 順送プレス金型部品として、次回製作時にも同様の品質で作れる再現性のある加工体制を構築。
6. HAP40および高硬度材加工に関するFAQ
Q1. HAP40はどのような材質ですか?
A. HAP40は粉末ハイスに分類される金型材で、耐摩耗性と靭性のバランスに優れています。負荷が非常に高く、長寿命が求められる順送プレス金型部品などで多く使用される材質です。
Q2. HAP40の加工で難しい点は何ですか?
A. 材料そのものの硬度が高いため、工具負荷や加工条件の設定が、そのまま寸法安定性や削り肌の均一さに影響しやすい点です。
Q3. なぜ立体的な3D形状の加工が難しいのですか?
A. 平面と違い、刃物が材料に当たる角度や切削負荷が部位ごとに刻々と変わりやすいためです。条件が適切でないと、仕上がりの寸法に差が出やすくなります。
Q4. 金型部品加工では何が重要ですか?
A. 形状精度をキッチリ出すことはもちろんですが、量産現場での使いやすさを左右する「再現性」を安定して確保することが重要です。
Q5. 金型部品以外の高硬度材部品加工にも対応できますか?
A. 内容によりますが、HAP40のような高硬度材を用いた精密部品加工についてもご相談いただけます。形状、精度、用途を確認のうえ、対応可能な範囲をご案内します。
7. まとめ
本事例では、粉末ハイスHAP40を用いたカットベンドパンチに対し、高硬度材に適した加工条件パスの最適化を行うことで、段付きや傾斜を伴う精密立体形状でも安定した加工を実現しました。
HAP40のような金型材では、単に加工できることよりも、金型部品として再現性のある品質で仕上げられることが重要です。今回の事例は、高精度が要求される順送プレス金型部品において、安定加工に繋げた一例です。