
端子の順送プレス金型事例|C2680R t0.5の鋭角曲げ亀裂を抑制
順送プレス金型
加工詳細
- 製品名
- 端子
- 材質
- C2680R-1/4H-SM
- 業界
- 家電業界、他
加工内容・特徴
目次
1. はじめに:カットベンド鋭角曲げの課題と向き合う
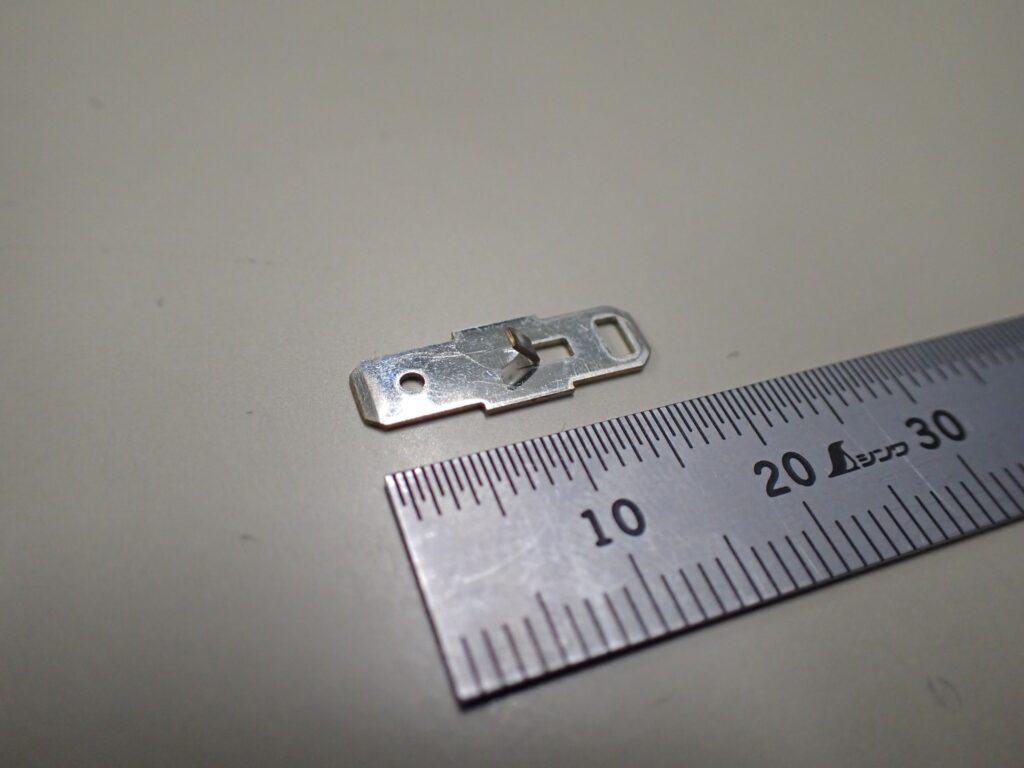
本事例は、家電向け端子部品における順送プレス金型の加工実績です。形状の特徴として「カットベンド(切り起こし)による鋭角曲げ」を持っており、量産初期段階では曲げ部に微細な亀裂(クラック)が発生する課題がありました。
黄銅系材料は加工性に優れる一方、小さな製品の中での鋭角曲げは局所的にひずみが集中しやすく、金型側の曲げ条件や当たりのわずかな差がそのまま品質を左右します。本件では、これまで厳しい品質を求められるモノづくりで培ってきたノウハウを活かし、金型内での曲げ条件を徹底的に見直し。地道な微調整を重ねることで亀裂を抑制し、量産現場での安定稼働へと繋げました。
2. 製品概要(スペック)
| 用途 | 家電用端子部品 |
|---|---|
| 材質 | C2680R-1/4H-SM(黄銅) |
| 板厚 | t = 0.5mm |
| 製品サイズ | 17mm × 6mm |
| 成形方式 | 順送プレス金型(カットベンド・鋭角曲げ) |
| 重点管理項目 | 亀裂防止、曲げ形状、量産再現性 |
こうした小型端子部品では、わずかな曲げ条件の違いが製品品質に直結します。特に鋭角曲げでは、材料の伸び方や当たり方のバラつきが亀裂発生の直接的な要因になりやすいため、機械側の調整だけに頼らず、金型側での根本的な条件出しが重要になります。
3. 量産化における「3つの加工課題」
- 鋭角曲げ部での亀裂発生: カットベンド後の限られたスペースでの鋭角曲げにより、製品の一部にひずみが集中し、亀裂が発生しやすい状態でした。
- わずかな条件差による品質変動: 小型端子のため、曲げの当たり方やパンチの追い込み量のわずかな差が、そのまま亀裂の有無に影響を及ぼしていました。
- 量産での再現性確保: トライ段階で単発的に改善するだけでなく、実際の量産ラインで長期間にわたり同じ品質を維持できる「金型としての安定性」が求められました。
4. 解決策:亀裂を抑え込む金型内の微調整
これらの課題に対し、私たちは材料の塑性変形に無理をさせないよう、以下の金型修正と調整を行いました。
- 曲げ条件の微調整: 亀裂の発生状況を細かく確認しながら、金型内の曲げ工程を見直しました。一度に無理な変形を与えすぎないよう、当たり方や追い込み量を調整し、局所的なひずみの集中を抑えています。
- 曲げ当たりの見直し: 鋭角曲げ部では、ダイとパンチの当たり方のわずかな違いで材料の流れ方が変わります。材料に無理な応力がかかりにくい滑らかな状態へと調整を行いました。
- 量産条件としての安定化: 職人の勘による一時的な修正に留めず、量産でも常に同じ状態を維持できるよう、加工条件をデータとして安定させました。これにより、現場での立ち上げ時にも再現性のある運用が可能となっています。
5. 今回の取り組みによる成果
- 製品のカットベンド鋭角曲げ部における亀裂発生を確実に抑制。
- 金型内の曲げ条件を最適化したことで、量産での品質再現性が大幅に向上。
- 条件変動にシビアな小型端子でも、手が掛からない安定した順送プレス加工条件を確立。
6. 薄板・軟質材の曲げ加工に関するFAQ
Q1. なぜ鋭角曲げで亀裂が入りやすいのですか?
A. 鋭角曲げは変形が局所に集中しやすく、材料の「伸び限界」を超えてしまうためです。
Q2. C2680R-1/4H-SMは加工しやすい材料ですか?
A. 黄銅系材料として基本の加工性は極めて良好です。ただし、調質(1/4H)や圧延方向、そして本件のような小型部品の鋭角曲げといった条件が重なると、デリケートな条件管理が必要になります。
Q3. 同様の端子形状や、他業界の部品にもこの考え方は応用できますか?
A. はい、応用可能です。家電分野に限らず、自動車や電子機器の端子・コネクタ類でも同様の課題は多く存在します。材質や板厚、形状条件に合わせて金型側の当たり方をチューニングすることで、安定生産を実現いたします。
7. まとめ
本事例では、C2680R-1/4H-SM(t0.5mm)の家電用端子において、カットベンド鋭角曲げ部の亀裂を、順送プレス金型内の曲げ条件と当たりの微調整によって克服しました。
小型端子のように、わずかな条件差がダイレクトに製品の良し悪しに直結するモノづくりでは、いかに金型側で材料に無理をさせない状態を作れるかが重要になります。私たちはこれからも、現場での扱いやすさと安定稼働を最優先にした、実直な金型づくりを続けてまいります。

