
SUS304CSPの順送プレス金型で±0.1mmを安定させた事例
順送プレス金型
加工詳細
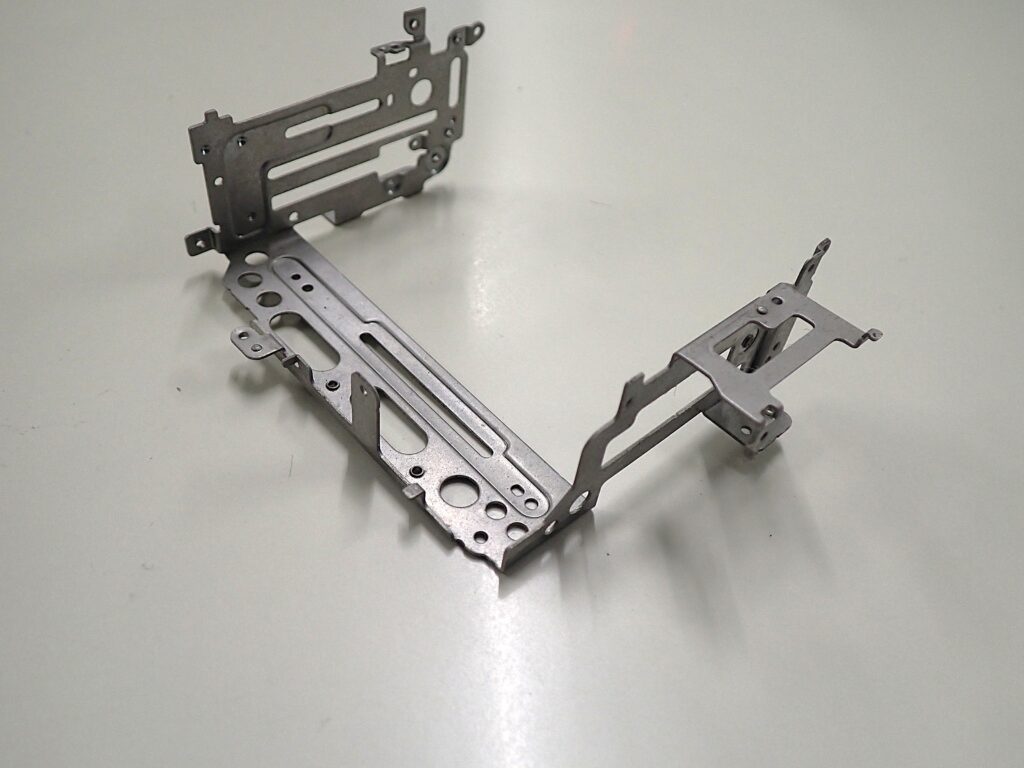
- 製品名
- メインフレーム
- 材質
- SUS304CSP
- 業界
- 主な適用分野:電装・精密機器
加工内容・特徴
1. はじめに:バネ材の精度出しにおける「工夫」
SUS304CSP(バネ材)の精度出しは、プレス加工において非常に奥が深い領域です。高い弾性を持つがゆえに、「曲げれば戻り、抜けば反る」という、非常に繊細な扱いが求められる材料でもあります。
「寸法ピッチが安定しない」「ロットによって穴位置がバラつく」といった課題に対し、私たち金型屋がどのように工程を設計し、精度を追い込んでいるか。板厚 0.6mmのバネ材で寸法ピッチ ±0.1mmを安定して実現した事例をご紹介します。
2. 金型製作スペック
技術的な判断基準となるデータを一覧にまとめました。
| 製品カテゴリ | 精密電気・電子部品用フレーム |
|---|---|
| 被加工材 | SUS304CSP(バネ用ステンレス鋼) |
| 板厚 | 0.6mm |
| 管理公差 | 寸法ピッチ(曲げ・穴間距離) ±0.1mm |
| 加工方法 | 高精度順送プレス金型 |
3. バネ材特有の「難易度」と向き合う
順送プレスにおいて、SUS304CSPの加工難度が高いと言われる理由は、材料が持つ強烈な復元力にあります。
- スプリングバックの挙動:曲げ戻りが大きく、材料の硬度バラつきがそのまま角度の差として現れやすい。
- 材料の「流れ」による連鎖ズレ:連続して穴を抜く際の応力が材料を押し、最終的な全長ピッチを狂わせる。
- 残留応力によるうねり:加工の進展に伴い材料内部のストレスが解放され、平面性が損なわれる。
これらを無理に抑え込むのではなく、材料の性質を理解し、設計段階で「先回り」した対策を施すことが肝要です。
4. 精度を支える「金型屋」の三つのアプローチ
① 多点位置決めによる「姿勢の拘束」
精度の基軸は、材料を常に正しい位置で保持することにあります。初期工程で基準パイロットを構築し、各ステージで位置決めブロックによる多点拘束を徹底。材料の「暴れ」を物理的に封じ込め、累積誤差の発生を最小限に抑えます。
② 実測値から導き出す「オーバーベンド設計」
理論値のみに頼らず、試作段階の実測データを精査します。あえて狙い値より深く曲げる「オーバーベンド」や、曲げRの微調整を金型構造にあらかじめ織り込み、バネ材特有の戻りを計算に入れた設計を行っています。
③ 内部応力を「調和」させる工程設計
一気に形を作るのではなく、段階的に加工を進めるステップ設計や、要所での微小コイニング(加圧)を採用。材料内部のストレスを適切に逃がすことで、 ±0.1mmの公差内での安定した量産を可能にしています。
よくある質問(FAQ)
Q1. SUS304CSP以外のバネ材(リン青銅など)でも同様の精度が出せますか?
A. はい、対応可能です。材料ごとに異なる弾性係数や加工硬化の特性を考慮し、それぞれの材料に最適化した金型設計をご提案します。
Q2. なぜ他社で解決できなかったピッチズレが改善できるのですか?
A. 単に寸法を追い込むだけでなく、「なぜ材料が引っ張られているのか」という根本的な原因を突き止めるからです。材料が動こうとする方向をあらかじめ予測し、金型側にその動きを打ち消す「逃がし」や、現場でミクロン単位の微調整ができる「調整構造」を組み込んでいるため、精度の追い込みが可能です。
Q3. 金型完成後のメンテナンス性は考慮されていますか?
A. 刃先の再研磨を行っても精度が維持できるよう、調整シムの挿入箇所や基準面の管理など、現場での保全を容易にする構造を標準としています。
Q4. 試作段階からの相談も可能でしょうか?
A. もちろん承ります。図面段階から「プレス加工に適した形状か」といったVA/VE提案を含め、量産を見据えたサポートをさせていただきます。
まとめ:高精度ピッチの維持は「設計の洞察力」で決まる
SUS304CSPのようなバネ材において、±0.1mmの壁を越えるには、単に精密な機械で加工するだけでは不十分です。材料が「どう動きたがっているか」を理解し、「どこで拘束し、どこで力を逃がすか」という設計上の洞察力が、最終的な製品の安定性を決めます。
難加工材ゆえに精度が出ずにお困りの方、あるいは図面段階で実現可能性を検討されている方は、ぜひ一度、当社の培ってきたノウハウをご活用ください。

