
SUS304絞り順送金型事例|EV用RINGの寸法安定化
順送プレス金型
加工詳細
- 製品名
- RING
- 材質
- SUS304
- 業界
- 自動車
加工内容・特徴
EV(電気自動車)向けの絞り部品 RING において、SUS304(t0.8mm)を用いた順送プレス金型の設計・製作事例です。
本件では、ステンレス特有の母材の硬さによる成形負荷の高さに対し、金型構造内でのコーナーC成形・外径成形・しごき量の設定を見直し、寸法安定、金型寿命の延命、そして表面の傷低減を両立させました。
目次
1. はじめに
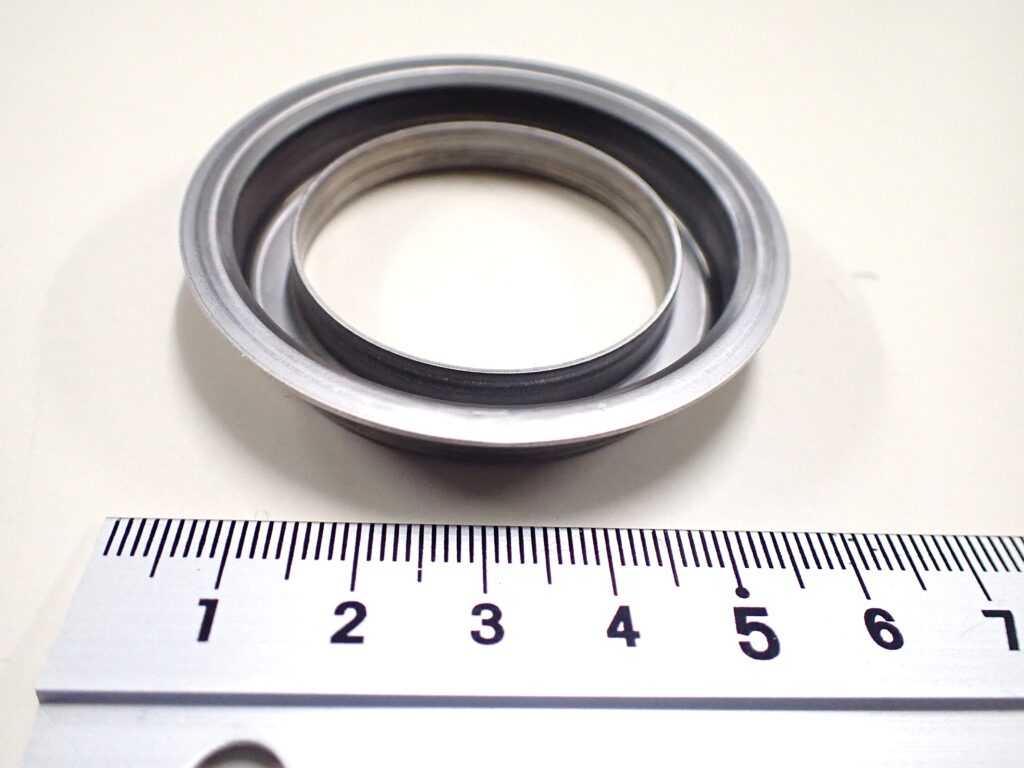
本事例は、自動車業界において、重要性が増しているEV向けの絞り部品「RING」を対象とした順送プレス金型事例です。
材質はSUS304、板厚はt=0.8mm、高さ9.5mm、外絞り径49mm、内絞り径37.8mmの絞り形状部品です。SUS304は耐食性や強度に優れる一方で、加工硬化を起こしやすく母材が非常に硬いため、連続して絞りやしごきを行う順送金型成形では、パンチやダイへの成形負荷が極めて高くなりやすいという難しさがあります。
そのため、ただ形状を作るだけでなく、コーナーC成形の精度、外径寸法の維持、しごき加工時の「かじり(焼き付き)」による傷低減、さらには量産時の金型寿命まで見据えた、緻密な金型構造の設計が重要になります。本件では、順送金型内の成形配分としごき量にスポットを当て、量産現場での安定稼働を実現しました。
2. 製品概要
| 項目 | 内容 |
|---|---|
| 製品名 | RING |
| 用途 | EV向け絞り部品 |
| 材質 | SUS304 |
| 板厚 | t = 0.8mm |
| 高さ | 9.5mm |
| 外絞り径 | 49mm |
| 内絞り径 | 37.8mm |
| 成形方式 | 順送プレス金型 |
| 形状特徴 | 絞り形状、コーナーC成形、外径成形 |
| 重点管理項目 | 寸法安定、傷低減、金型寿命、しごき量 |
本製品は、絞り形状に加えて、コーナー部の成形精度やシャープな外径寸法が重要となる部品です。また、しごき量の設定によってステンレス製品の表面品質や金型パーツにかかる負荷が変化するため、寸法・傷・金型寿命という、トレードオフになりやすい要素を高い次元でバランスよく成立させる必要がありました。
3. 加工課題
■ 母材が硬く、成形負荷が高い
SUS304はプレス成形時の加工硬化が著しく、連続して抜き・絞り・しごきを行う順送金型内では、ステージが進むほど金型への負担が大きくなりやすい材料です。無理な成形を強いると、製品の寸法ばらつきや表面のかじり傷、さらにはパンチやダイの早期摩耗といった金型寿命の低下に直結します。そのため、材料特性を深く踏まえた金型内での成形配分と、過度な応力を逃がす構造設計が重要になりました。
■ コーナーC成形と外径寸法の両立
絞り部品のコーナー部をきれいにC成形しようと金型を強く突き当てると、材料の塑性流動によって外径側の寸法や形状安定性に悪影響(歪みや広がり)を及ぼします。一方で、外径寸法を優先して金型の当たりを抑えすぎると、今度はコーナーのC形状がボケて不安定になってしまいます。本件では、コーナーC成形と外径寸法の双方を安定させるため、金型内での材料の「当たり方」や「成形の進め方」を調整する必要がありました。
■ 傷低減としごき量設定
しごき加工において、しごき量を強く(クリアランスを狭く)すれば、製品寸法は均一に整えやすくなります。しかし、摩擦熱によってステンレス特有の「引きずり傷」や焼き付きが増え、金型負荷も増大します。反対に、傷を恐れてしごき量を弱くしすぎると、今度は外径寸法や形状の狙った安定性が不足してしまいます。寸法維持・傷低減・金型寿命を同時に成立させる「最適な金型クリアランスとしごき量の設定」が大きな加工課題でした。
4. 解決策
3-1. 金型内での成形配分の見直し(負荷の分散)
一工程の金型ステージで形状を作り込むのではなく、絞り・成形・しごきの役割をいくつかのステージに分解し、各工程にかかる成形応力を綺麗に分散しました。これにより、SUS304の硬さによる金型への局所的な成形負荷を抑え、製品形状の安定化を図っています。金型内でどの工程にどの役割(変形量)を持たせるかを精査し、安定した成形レイアウトを構築しました。
3-2. コーナーC成形と外径成形のバランス調整(当たり方の最適化)
コーナーC成形と外径寸法の両立を図るため、金型内のパンチ・ダイの当たり方や、最終ステージでの追い込み量を調整しました。局所的に変形が集中しないように逃げを作りながら、必要な公差寸法を維持できる状態を整えています。外径寸法は、しごき量や成形時の材料の流れ方に影響を受けるため、全体の成形バランスとして金型を調整しました。
3-3. しごき量の最適化(クリアランスの管理)
表面の引きずり傷を抑えながら外径寸法を安定させるため、しごき加工のクリアランス(隙間)を最適化しました。しごき量が不足すると寸法が安定せず、強すぎるとかじり傷や金型破損につながります。本件では、実際の材料の板厚バラつきも考慮した上で、製品寸法・外観品質・金型寿命のバランスを見ながら、量産現場で最も安定しやすい金型条件へと合わせ込みを行いました。
3-4. 金型寿命を意識した成形条件づくり(ロングライフ化)
SUS304のように硬く負荷の高い材料の順送プレスでは、金型への負担を抑えた工程設計こそが最大のコスト対策になります。本件では、成形負荷が特定のパンチやダイに集中しすぎないように工程を最適に分け、しごき量を細かく調整することで、金型のメンテナンス周期を伸ばし、金型寿命の延命につながる条件づくりを行いました。製品寸法を出すだけでなく、傷の出にくさや金型の持ちも含めて設計・調整することが、当社のモノづくりのこだわりです。
5. 成果
- SUS304(t0.8mm)の高負荷な絞り成形において、量産時の高い成形安定性を確保
- 金型構造の適正化により、難しいコーナーC成形と外径寸法の両立を実現
- 精密なしごき量(金型クリアランス)の調整により、製品の表面傷低減と寸法安定に大きく寄与
- 特定箇所への負荷を逃がすことで、刃先の摩耗を抑え、金型寿命の延命につながる条件を確立
- EV向け精密絞り部品として、長期量産を見据えた「現場で手が掛からない」金型条件を構築
6. FAQ
Q1. SUS304の絞り加工で金型が焼き付き(かじり)やすいのはなぜですか?
A. SUS304は硬度が高く、かつ熱伝導率が低いため、摩擦熱が金型と材料の間にこもりやすい特性があるからです。これが油膜を破り、金属同士の焼き付きを発生させます。そのため、順送金型内での無理のない工程配分と、しごき量(クリアランス)の正確な設定による熱の抑制が不可欠になります。
Q2. しごき量のバランス調整において、一番重要視している点はどこですか?
A. 材料の板厚分布と公差を考慮した「パンチとダイの隙間の最適化」です。強すぎればかじり傷や金型寿命の低下につながり、弱すぎればスプリングバックで寸法が安定しません。製品寸法を維持しながら金型への負担を逃がす絶妙なポイントを、これまでの金型製作実績から導き出しています。
Q3. コーナーC成形で外径寸法が狂ってしまう場合の対策はありますか?
A. コーナー部に無理な変形応力が集中すると、材料が外側へ逃げて外径ばらつきにつながります。金型側でコーナーの当たり方を整理し、前後の工程で材料がスムーズに流れる「成形配分」を整えることで、外径寸法に影響を与えずにシャープなC面を出すことが可能です。
Q4. EV向け以外のステンレス絞り部品や、他材質の金型にもこの考え方は応用できますか?
A. はい、もちろんです。材質・板厚・形状条件に応じて、絞り工程数、しごき量、金型構成を調整することで、同様の考え方を応用できます。自動車分野に限らず、生活用品・容器関連部品、弱電部品など、ステンレスの精密絞りを必要とするあらゆる製品分野の金型設計・製作に応用可能です。
7. まとめ
本事例では、EV向けRING部品において、母材が硬く成形負荷が高い条件の中で、SUS304(t0.8mm)の絞り・しごき成形に対応しました。
コーナーC成形・外径寸法・しごき量を金型内でコントロールすることで、寸法安定、傷低減、金型寿命の優れたバランスを取っています。ステンレス絞り部品の量産においては、順送金型側でどのように負荷を分散し、寸法と外観(傷のなさ)を両立させるかが最大の鍵となります。
自動車・EV向け部品をはじめ、他業界の生活用品や精密機器部品など、ステンレスの絞り加工で製品の傷や金型の短寿命にお困りの際は、当社の実直な金型設計の経験をぜひ頼っていただければ幸いです。
「SUS304絞り」「ステンレス順送金型」「しごき傷対策」に関するご相談
製品の寸法安定、かじり傷の低減、金型寿命の向上など、貴社の課題に最適な金型設計をご提案します。

