
【金型事例】アルミ薄板0.2mmの順送プレス|オイルクーラー用「熱交換フィン」の安定量産
順送プレス金型
加工詳細
- 製品名
- オイルクーラー
- 材質
- アルミA3003
- 業界
- 自動車業界
加工内容・特徴
目次
1. はじめに:フィンの放熱性能を支える金型技術
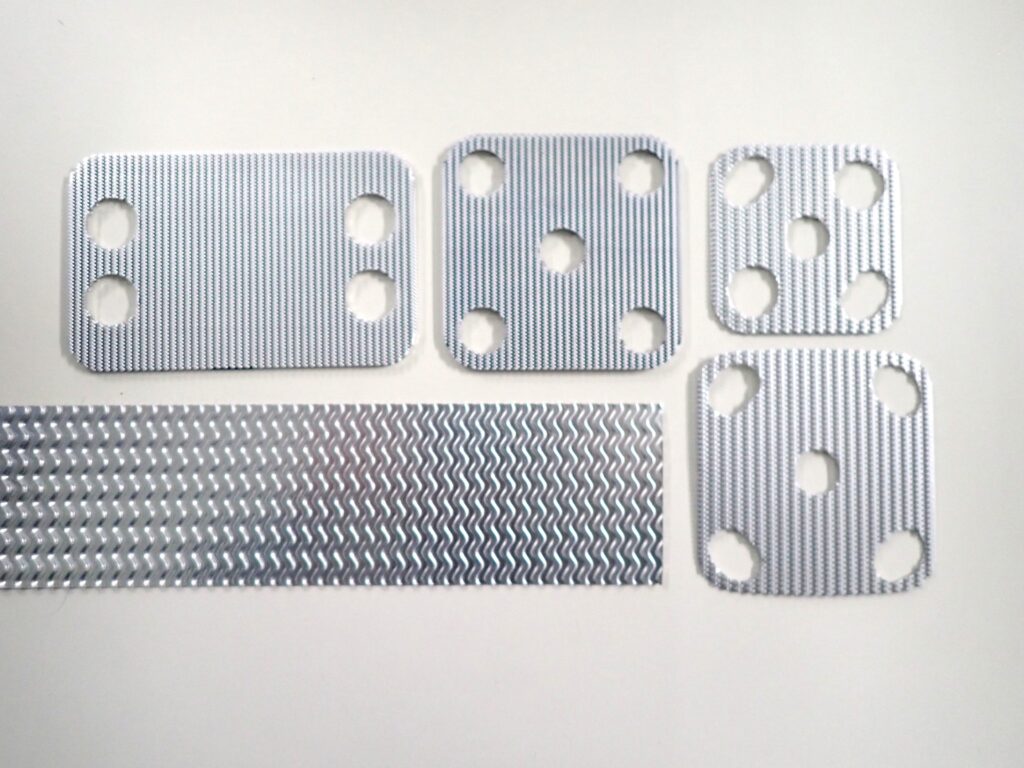
オイルクーラーの熱交換効率を左右する「放熱フィン(FIN)」の生産において、金型の精度は製品性能そのものを決定づけます。自動車や産業機械の高効率化に伴い、板厚0.2mm級の薄板を、極めて高い寸法精度で高速量産するニーズが高まっています。
本記事では、アルミ薄板フィンを安定量産するために当社が設計・製作した順送プレス金型の事例をご紹介します。薄板特有の「しわ・割れ・反り」を、金型の構造設計と加工精度でどのように解決したかを詳しく解説いたします。
2. 金型事例の概要:アルミ薄板フィン(0.2mm~0.3mm)
| 事例名称 | オイルクーラー用放熱フィン(FIN)成形用金型 |
|---|---|
| 対象材質 | アルミ(Al) |
| 被加工板厚 | 0.2mm ~ 0.3mm |
| 金型構造 | 精密順送プレス金型(超硬合金採用) |
アルミ薄板フィンは軽量で熱伝導性に優れますが、成形難度が非常に高い材料です。フィンのピッチや高さが不均一だと冷却能力に悪影響を及ぼすため、金型にはミクロン単位の送り精度と成形再現性が求められます。
3. 設計のポイント:フィンの品質を左右する「3つの壁」
0.2mmクラスのフィン成形用金型設計において、当社が特に重視した解決課題は以下の3点です。
- フィン形状の安定成形:成形荷重を分散し、フィンの「高さのバラつき」や「しわ」を防ぐ金型構造。
- 刃先の長寿命化:アルミ特有の凝着(焼き付き)を防ぎ、シャープな切り口を維持する。バリの発生はオイルの流体抵抗となるため、徹底した刃先管理が必要。
- 5μm級のピッチ精度:次工程の組み立て(コア積み)に支障が出ないよう、ミクロン単位でピッチを維持する送り設計。
4. 解決策:超硬金型と5μm精度による高精度成形
3-1. 主要部位(刃先・成形部)への超硬合金の採用
アルミ薄板フィンは抜き回数が非常に多いため、刃先や曲げ部などの主要部位に超硬合金を採用しました。これにより刃先の持ちを劇的に改善。バリの発生を長期にわたって抑え込み、フィンのエッジ形状をシャープに保つことで、安定した放熱性能を確保しています。
3-2. 精密加工設備による金型製作精度の追求
プロファイル研磨による輪郭精度の向上と、油加工液ワイヤーカット放電加工により、金型精度「5μm級」を確保しました。微細なフィンの刃先品質を均一に整えることで、量産時の形状ばらつきを最小限に抑えています。
3-3. 荷重バランスを整える順送工程設計
抜き・曲げ・立ち上げなどの各工程にかかる負荷を緻密に配分しました。アルミ薄板は座屈しやすいため、金型内での押さえ力や潤滑条件を最適化。材料の挙動を金型側でコントロールし、フィンのピッチや高さが均一に仕上がるように設計しています。
5. 導入成果:ピッチ精度の安定と金型寿命の延伸
- 組み立て工程の歩留まり向上: フィンのピッチ精度が安定し、後工程(コア積み作業)がスムーズに。
- メンテナンス負荷の低減: 超硬採用により、再研磨までのショット数が大幅に増加。突発的な金型トラブルを排除。
- 冷却効率の均質化: 5μm級の金型精度により、フィンの高さ・形状が全数において安定。
- 量産コストの最適化: 順送化と金型寿命の延伸により、トータルでの製造コストを大幅に削減。
6. よくある質問(FAQ)
Q1. オイルクーラー用フィンの「ピッチずれ」を防ぐ金型対策は?
A. 金型の送り精度と、抜き・成形時の荷重バランスの最適化が不可欠です。当社では5μm級の金型精度と緻密な工程設計により、高い再現性を実現しています。
Q2. アルミフィンのバリ発生による影響は?
A. バリはオイルの流体抵抗となり冷却効率を下げたり、脱落してオイルラインを詰まらせる原因になります。そのため、シャープな刃先を維持できる金型仕様が必須となります。
Q3. フィンの高さを均一にするための金型設計とは?
A. 薄板のスプリングバックを考慮し、金型内での材料押さえ条件をミクロン単位で調整。成形後の高さばらつきを最小限に抑える設計を行っています。
Q4. 超硬金型の採用はコストに見合いますか?
A. アルミは刃先に付着しやすいため、高品質を維持しながら数百万ショット単位で量産する場合、超硬の採用が再研磨コストや停止損失の低減に最も効果を発揮します。
Q5. 特殊なフィン形状の金型製作も可能ですか?
A. はい、可能です。様々な放熱形状についても、量産化を見据えた金型設計の提案をさせていただきます。
7. まとめ・お問い合わせ
アルミ薄板(0.2mm~0.3mm)の「放熱フィン」を量産するためには、順送プレス金型の精度・刃先品質・ピッチ管理が生命線です。当社の金型技術は、製品の放熱性能を最大限に引き出すための再現性を追求しています。

