カーリング順送プレス金型事例|SPCC一体化部品※ハイテン材も対応
加工詳細
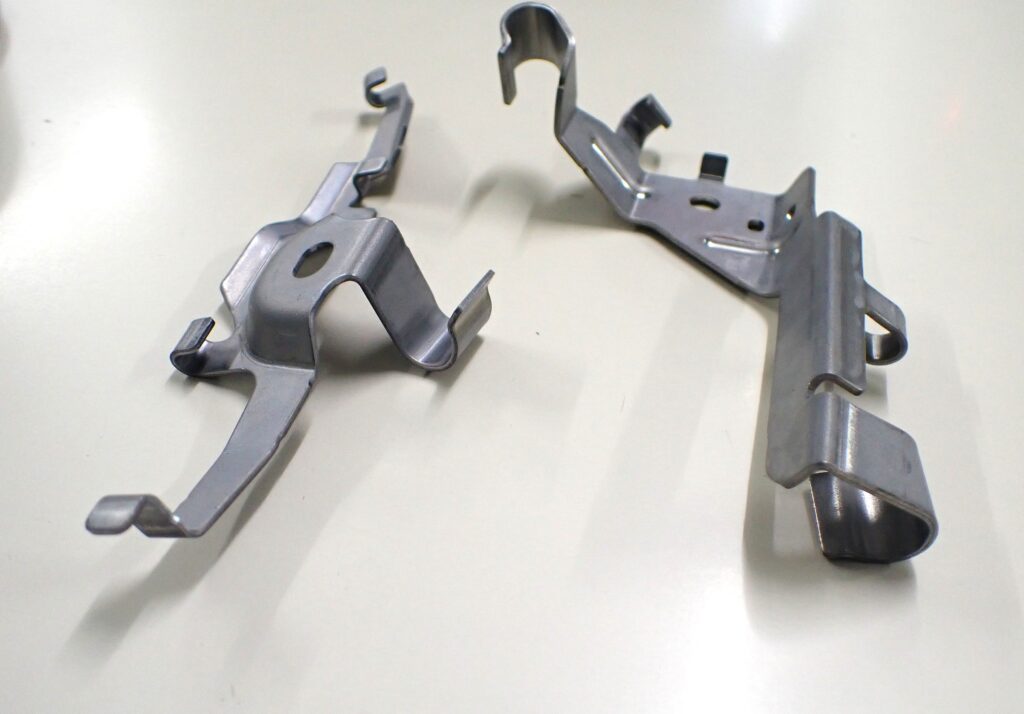
- 製品名
- カーリングブラケット
- 材質
- SPCC・ハイテン材
- 業界
- 自動車
加工内容・特徴
本事例では、主にSPCC材を用いたカーリング形状の一体化部品を、順送プレス金型で量産した取り組みをご紹介します。
1. はじめに:事例の背景
カーリング形状は、自動車部品などで端部強度や安全性、剛性を高める目的で採用される代表的な成形形状です。
一方で、複数方向カーリングを同一部品内に持たせる場合、材料流動が複雑になり、割れ・戻り・しわや形状干渉、公差累積が起こりやすくなります。
本事例では、従来複数構成だった部品をSPCC材で一体化し、部品点数削減・工程削減・品質安定を実現しました。
同構造をハイテン材でも量産可能です。
ハイテン材のカーリングでは成形負荷が上がりやすいため、順送プレス金型の工程分割とカム制御による負荷分散が重要になります。
本記事では、SPCC材を中心に、ハイテン材への展開も含めた加工技術をご紹介します。
2. 製品概要
| 製品名 | カーリング形状を有する一体化部品(SPCC/ハイテン材) |
| 材質 | SPCC(主材)/ハイテン材(対応可) |
| 板厚 | 1.0〜1.6mm |
| 特徴 | 複数方向カーリング形状、工程集約、一体化構造 |
| 成形方式 | 順送プレス(段階成形+カム制御) |
SPCC版とハイテン版の2種類を製作しており、材質に応じて曲げ量配分・クリアランス・潤滑条件を最適化しています。
3. 加工上の課題
- ハイテン材特有の割れ・戻り:高強度鋼は成形負荷が高く工程最適化が必須。
- 複合カーリングの干渉:曲げ順序やカムストローク制御が重要。
- 公差累積:一体化で基準が増えるため、金型内の位置決めと基準面設計が要。
- 金型摩耗:高面圧部の摩耗進行が形状再現性に影響しやすい。
4. 一体化の狙い
- 部品点数削減による組立工数の低減
- 溶接・かしめ工程の削減による工程短縮
- 基準面統一による公差累積の抑制
- 剛性向上と形状安定による品質の再現性向上
- SPCCで確立した順送プレス金型の考え方をハイテン材へ展開
5. 解決策
5-1. 段階的カーリング成形
順送プレス金型内で曲げ量を工程ごとに分配し、割れとしわを防止。
SPCCとハイテン材では戻り量が異なるため、材質別に角度配分を最適化。
- 曲げ半径を段階的に追い込む
- 材質ごとの戻り量を反映した角度調整
- クリアランス・潤滑条件の材質別最適化
5-2. 自社製カムと工程設計
複数方向のカーリングを実現するため、自社製カムユニットを適切に配置し、
干渉防止と仕上がり精度の両立を図っています。
順送プレス金型では、カム動作がわずかにズレるだけでも形状が不安定になりやすいため、量産での再現性を前提に、
工程配置と基準設計を整えています。
5-3. 金型耐久・品質管理
カーリング成形は、わずかな当たりやクリアランスの変化が形状に影響しやすい工程です。
そこで本事例では、量産での品質がブレにくいように、順送プレス金型を「作りっぱなし」にせず、調整・部品交換で狙い形状へ戻しやすい構成を重視しました。
-
調整ポイントが分かりやすい金型構成
形状が変化した際に、金型側でどこを触れば戻るかが明確になるように配慮しています。 -
部品交換で復元しやすい設計
影響が出やすい箇所は、必要に応じて部品単位で交換・復元できるように考え、品質の維持につなげています。 -
材質差(SPCC/ハイテン)を踏まえた再現性
同一形状でも材質により負荷や戻り方が異なるため、量産で安定するよう、金型側の調整幅を持たせた考え方で対応しています。
6. 成果
- 一体化により部品点数を削減し、工程短縮に寄与
- 複数方向カーリングでも、順送プレス金型の工程分割で割れ・しわ・戻りを抑制
- 基準の統一で公差累積を抑え、品質の一貫性を確保
- SPCCで確立した条件をベースに、ハイテン材へ展開可能
- 順送化によりリードタイム短縮に貢献
7. 仕様一覧
| 材質展開 | SPCC(主材)/ハイテン材(対応可能) |
| 板厚 | 1.0~1.6mm |
| 成形方式 | 順送プレス(段階曲げ+カムユニット) |
| 金型特徴 | 自社製カム、基準面一元化、面圧最適化 |
| 品質管理 | 治具測定・工程内計測・材質別補正 |
8. FAQ(よくある質問)
Q1. SPCCとハイテン材で工程は変わりますか?
戻り量・成形負荷・摩耗特性が異なるため、同一形状でも曲げ配分やクリアランス、潤滑条件は材質に合わせて調整します。
順送プレス金型側で「量産で再現できる形」に整えることがポイントです。
Q2. 一体化のメリットは?
接合工程削減・部品精度向上・工程短縮・コスト最適化などがあります。
Q3. ハイテン材の割れ対策は?
段階成形による負荷分散に加え、カムのタイミング最適化や潤滑の整合が重要です。割れの兆候は工程内で早期に把握し、金型側の調整で安定化を図ります。
9. まとめ
本事例は、SPCC材のカーリング一体化部品を順送プレス金型で段階成形し、
割れ・戻り・しわ・公差累積を抑えながら量産を安定化した取り組みです。
さらに、同一構造をハイテン材へ展開できるよう、材質差に合わせた工程・条件の最適化を行い、対応幅を広げています。
10. お問い合わせ
図面段階からの加工性検討、SPCC/ハイテン材での量産対応までサポートします。
カーリング形状や順送プレス金型に関するご相談はお気軽にお問い合わせください。


