
【金型事例】銅バスバー(C1020・C1100)の精密順送プレス|穴ピッチ精度と傷防止の両立
順送プレス金型
加工詳細
- 製品名
- バスバー(busbar)
- 材質
- 銅(C1020-1/2H、c1100)
- 業界
- 自動車
加工内容・特徴
目次
1. はじめに:EV・電力インフラを支える銅バスバー加工
電気自動車(EV)や再生可能エネルギー関連の急速な普及に伴い、大電流を効率よく流すための「銅バスバー」の需要が急増しています。銅は優れた導電性を持つ一方で、非常に柔らかく粘りがあるため、プレス加工においては寸法精度が出にくい難削材でもあります。
本記事では、C1020およびC1100材を用い、板厚の異なる3種類のバスバーを順送プレスで量産化した金型事例をご紹介します。特に課題となりやすい外観品質の維持と、厳しい幾何公差をいかにしてクリアしたかを解説いたします。
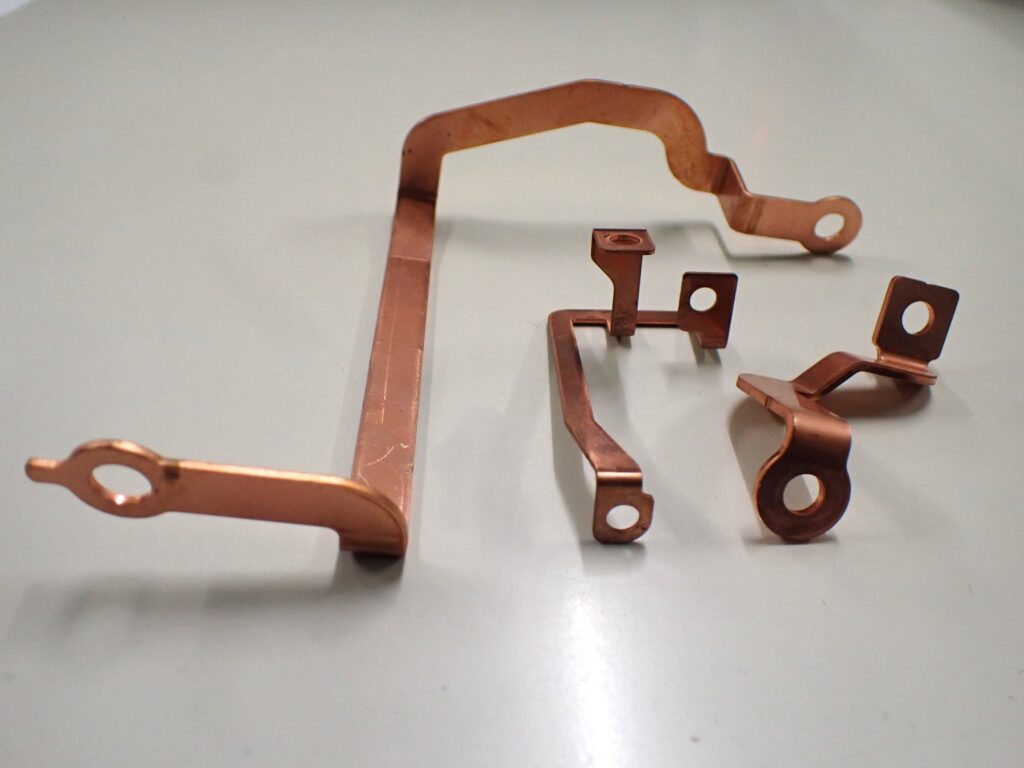
2. 金型事例の概要:板厚・サイズ別の3製品
今回は、板厚1.0mmから2.0mmまで、用途の異なる3種類のバスバー金型を製作しました。
| 対象板厚 | 材質 | 製品サイズ (mm) | 製品幅 (mm) |
|---|---|---|---|
| t = 1.0 | C1020-1/2H | 75 × 35 × 20 | 5 |
| t = 1.5 | C1100 | 120 × 160 × 40 | 10 |
| t = 2.0 | C1020-1/2H | 40 × 35 × 45 | 10 |
3. 解決すべき技術課題:銅特有の「柔らかさ」と「寸法変化」
銅材の順送加工において、安定した寸法と外観を維持するためには、以下の課題を克服する必要がありました。
- 型傷(外観不良)の発生: 銅は非常に柔らかい材料であるため、金型内の搬送や成形時にパンチ・ダイとの擦れによる「型傷」が発生しやすく、製品価値を損なう要因となります。
- 直角度と反り(ソリ): 曲げ加工時、材料の粘りによってスプリングバックの予測が難しく、また成形後の残留応力により「ソリ」が発生。これが結果として製品の直角度を悪化させます。
- 穴と穴のピッチ精度のばらつき: 材料の伸びや歪みが大きいため、工程が進むにつれて穴位置(ピッチ)が設計値から微妙にズレやすく、厳しい寸法管理が困難となります。
4. 当社の設計指針:高精度と外観品質を両立する金型構造
4-1. 型傷を排除する表面処理とクリアランス設計
銅の付着(凝着)を防ぐため、パンチやダイの材質選定に加え、摺動部には適切な表面処理を施しました。また、製品幅を考慮した最適なクリアランスを各板厚(t1.0、t1.5、t2.0)ごとに設定し、材料への過度なストレスを抑えることで、型傷最小限での成形を可能にしています。
4-2. 荷重分散と位置決め構造によるピッチ安定化
穴ピッチのばらつきを防ぐため、金型内の位置決め(パイロットピン)の配置を最適化しました。成形時の材料の歪みを最小限にするため、工程を細分化して荷重を分散。順送工程の後半まで、基準寸法を正確に維持できる構造を採用しています。
4-3. 残留応力をコントロールする工程レイアウト
直角度と反りを抑えるため、曲げ工程においてバランスを緻密に調整。材料の塑性流動を金型内で適切にコントロールすることで、残留応力を解放し、幾何公差内に収まる安定した形状を実現しました。
5. 導入成果:穴ピッチ精度の安定と型傷の抑制
金型の構造的アプローチにより、以下の成果を達成しました。
- 厳しい寸法公差のクリア: 直角度および穴ピッチにおいて、顧客要求を満たす高い再現性を維持し、量産立ち上げを成功させました。
- 外観品質の向上: 銅特有の型傷を抑制し、二次加工を必要としない高品質な表面状態を実現しました。
- 金型の長寿命化: 適切な表面処理とクリアランス設定により、銅の凝着による刃先の摩耗を抑え、メンテナンス頻度の低減に繋がりました。
6. よくある質問(FAQ)
Q1. なぜ銅バスバーの加工では型傷が出やすいのですか?
A. 銅は非常に軟らかく、金型部品と擦れた際に材料が金型側に付着(凝着)しやすいためです。一度付着すると、それが次の製品を傷つける悪循環に陥るため、高度な対策が必要です。
Q2. 穴ピッチがずれる主な原因は何ですか?
A. プレス時の材料の「伸び」が蓄積されることが主な原因です。順送工程で複数の成形を行う場合、初期の工程での歪みが後工程の穴位置に影響するため、工程間の荷重バランスが重要になります。
Q3. C1020とC1100で金型設計に違いはありますか?
A. 導電率や機械的性質に若干の差はありますが、どちらも「粘り」が強いため、基本的な設計思想(クリアランスや凝着対策)は共通しています。板厚に応じた適切な荷重計算が不可欠です。
Q4. 複雑な曲げ形状のバスバーでも対応可能ですか?
A. はい、可能です。本事例のような複数の折り曲げや、板厚が変動するような複雑な形状についても、金型構造の工夫により安定した量産をご提案いたします。
Q5. 図面段階からのVEC提案(コストダウン)は可能ですか?
A. もちろんです。材料の歩留まり向上や工程集約など、金型メーカーの視点から量産効率を最大化する設計サポートをさせていただきます。
7. まとめ・お問い合わせ
銅バスバー(C1020・C1100)の順送プレス加工における寸法出しと型傷対策は、金型の構造設計と微細な調整が鍵を握ります。横山製作所では、銅特有の難課題を克服し、高品質・高精度なバスバーを長期安定して量産できる金型を提供しています。

